
Planteamiento en Naves Industriales
Las Naves Industriales construidas con vigas o secciones de alma variable fabricadas en taller y optimizadas en su diseño y geometría según el proyecto, permite un ahorro significativo de costos y el tenor por metro cuadrado incluyendo reducciones importantes en el diseño de placas base, anclajes y cimentaciones cuando el pórtico transversal a momento se conceptualiza como biarticulado con secciones de alma variable tanto a vigas como columnas.
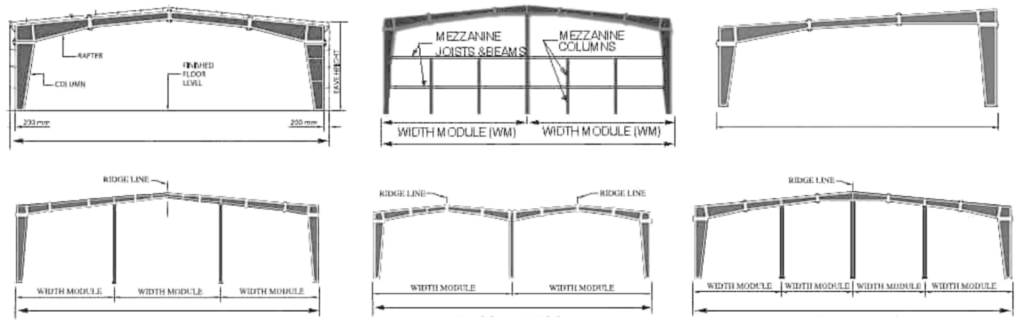
Fig. 1 – Configuraciones típicas de un Pórtico Transversal con secciones de alma variable
Debido a sus características estructurales conformada con perfilería de secciones de alma variable con elementos típicamente esbeltos, estas naves industriales requieren de extremo cuidado durante el proceso de izado y montaje requiriendo en muchos casos, apuntalamiento temporal para prevenir inestabilidades durante el proceso constructivo.
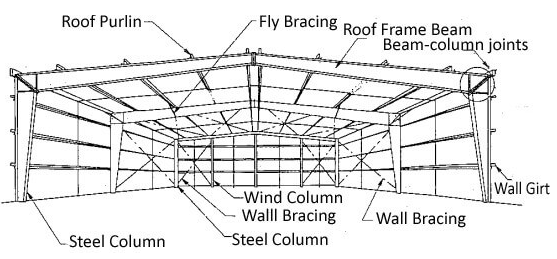
Fig. 2 – Componentes de una Nave Industrial:
Una viga armada de sección con alma variable se compone fundamentalmente de los mismos elementos que una viga armada prismática, pero con dimensiones que cambian:
- Alas (o patines): Son las placas superior e inferior que resisten la mayor parte del momento flector a través de esfuerzos axiales de compresión y tracción. En vigas de sección variable, el ancho y/o el espesor de las alas puede variar a lo largo de la longitud para ajustarse a la magnitud del momento flector.
- Alma: Es la placa vertical (o placas, en secciones tipo cajón) que conecta las alas. Su función principal es resistir el esfuerzo cortante y mantener la separación entre las alas. La altura del alma es el parámetro que más comúnmente varía en este tipo de vigas, siendo mayor en las zonas de alto momento flector. El espesor del alma también puede variar o requerir rigidización adicional (atiesadores).
- Rigidizadores o Atiesadores: Son placas adicionales soldadas al alma y/o a las alas para mejorar su comportamiento frente a fenómenos de inestabilidad como el pandeo localizado del alma por cortante o compresión, o para introducir cargas concentradas. Pueden ser transversales (verticales) o longitudinales (horizontales). Su disposición y dimensionamiento son críticos en vigas de sección variable debido a los cambios geométricos y la optimización del espesor del alma.
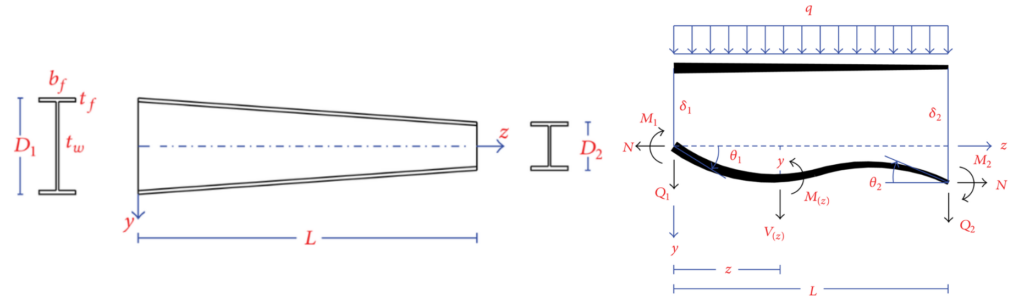
Fig. 3 – Vigas fabricadas con secciones de alma variable
Las vigas fabricadas con secciones de alma variable, buscan ajustar su capacidad resistente a la demanda real a lo largo de su longitud. Esto se logra típicamente incrementando la altura de la viga (peralte) en las zonas de mayor momento flector y/o aumentando el espesor o ancho de las alas.
Su sección transversal se reduce en la cumbrera (también en los apoyos), donde el momento flector es menor pero el cortante puede ser significativo, se puede reducir la altura de la viga, pero asegurando que el alma tenga la capacidad suficiente para resistir el cortante, a menudo mediante el uso de rigidizadores.
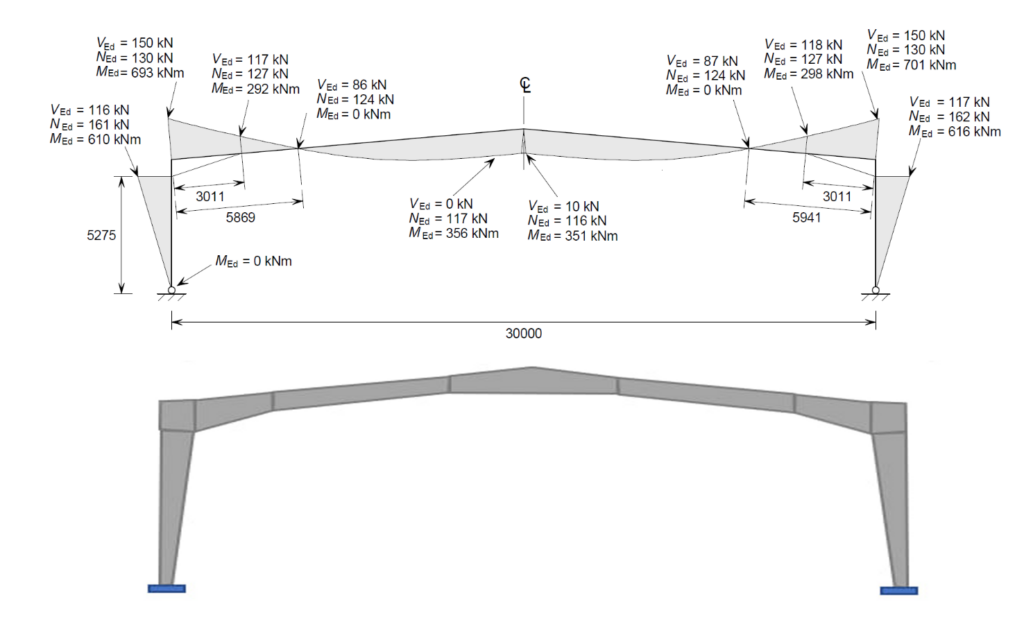
Fig. 4 – Diagramas de Momento en Pórticos a Momento con Techo a dos (2) aguas
Enfoque de diseño según el AISC
El AISC ha desarrollado en la guía de diseño No. 25 “Frame Design Using Web-Tapered Members” la base técnica de las recomendaciones, apoyada tanto en las especificaciones ANSI/AISC-360 como en un extenso programa de investigación desarrollado en Georgia Tech.
Dichos estudios abarcan pandeo lateral-torsional, pandeo flexional y flexo-torsional de columnas, efectos de pandeo local, interacción fuerza axial-flexión y métodos de análisis de segundo orden en pórticos con miembros con secciones de alma variable.
En el capítulo 1.2 de la GD25 se presentan algunas limitaciones de materiales, dimensionales y geométricas a considerar en la definición de estas secciones de alma variable, las cuales se presentan en la tabla 1 mostrada a continuación:
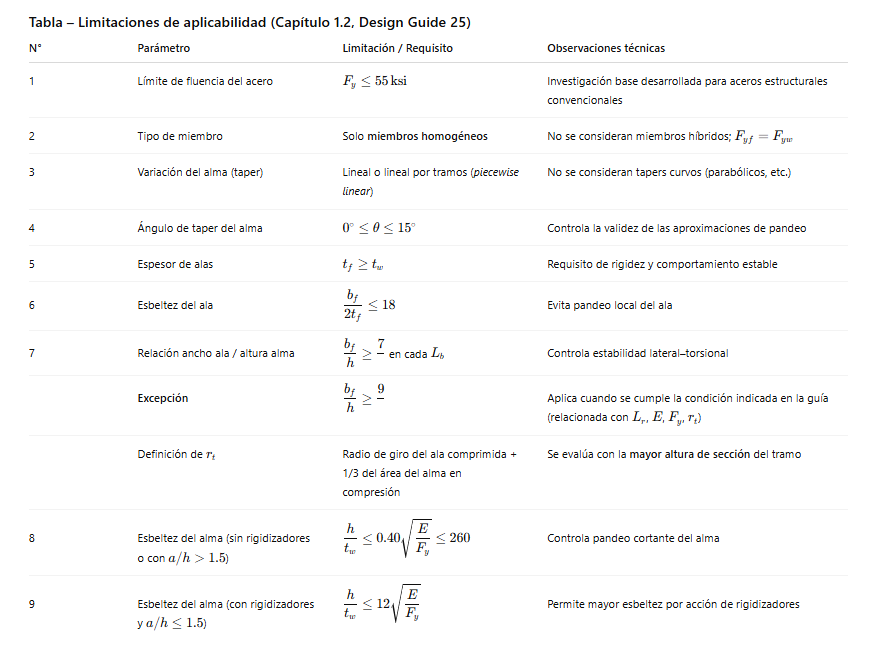
Tabla. 1 – Limitaciones de aplicabilidad
En el capítulo 2 “Web-Tapered Member Behavior and Design Approach” se indica que el comportamiento de los miembros con secciones de alma variable no es cualitativamente diferente del de los miembros con secciones prismáticas.
Los miembros con secciones de alma variable están sujetos a los mismos estados límite que los miembros prismáticos; sin embargo, para algunos estados límite se requieren ajustes en el cálculo de las resistencias, debido a la variación continua de la geometría a lo largo del miembro.
Los estados límite de resistencia asociados a comportamientos “locales” del miembro no difieren de los correspondientes a miembros prismáticos. Estos incluyen los siguientes estados límite:
- Fluencia en tracción
- Fluencia en compresión
- Rotura en tracción
- Fluencia por cortante
- Rotura por cortante
- Pandeo local
- Pandeo por cortante de paneles de alma no rigidizados
Las resistencias locales correspondientes a estos estados límite pueden calcularse aplicando directamente las disposiciones de las especificaciones 360, utilizando las propiedades de la sección transversal en el punto de interés a lo largo del miembro.
El cálculo de resistencias asociadas al comportamiento global del miembro sí requiere ajustes a los procedimientos establecidos en las especificaciones 360. Estos incluyen los siguientes estados límite:
- Pandeo en el plano (pandeo flexional del eje fuerte en columnas)
- Pandeo fuera del plano (pandeo flexional respecto al eje débil, pandeo torsional o pandeo flexo-torsional en columnas, así como pandeo lateral-torsional en vigas)
- Resistencia bajo combinación de fuerza axial y flexión, cuando el pandeo en el plano o fuera del plano es el estado límite controlante
- Resistencia al pandeo por cortante o resistencia por campo de tensiones en paneles de alma rigidizados
Los procedimientos de cálculo de resistencia de las especificaciones 360 para estos estados límite, se basan en la suposición de propiedades de sección constantes a lo largo de las longitudes no arriostradas del miembro. Al diseñar miembros con alma variable, es necesario introducir modificaciones a dichos procedimientos para tener en cuenta la variación de las propiedades de la sección a lo largo de esas longitudes no arriostradas. Estas modificaciones se desarrollan en detalle en los Capítulos 4 y 5 de esta Guía de Diseño No 25.
El Proceso de Fabricación de Secciones de Alma Variable
La materialización de una viga armada de sección variable es un proceso que exige precisión, maquinaria avanzada y personal altamente calificado.

Fig. 5– Proceso de fabricación de secciones de alma variable con soldadura por arco sumergido “SAW”
El proceso de fabricación de secciones de alma variable, se aleja de la relativa simplicidad de cortar y soldar placas rectas para vigas prismáticas por lo que las etapas clave en la fabricación, usualmente realizadas en talleres especializados en estructuras metálicas, incluyen al menos:
- Ingeniería de Detalle y Planos de Taller: El uso de software CAD/CAM (Diseño y Fabricación Asistidos por Computadora) es fundamental en esta etapa para generar los patrones de corte y las instrucciones para las máquinas CNC (Control Numérico Computarizado).
- Corte de Placas: Las placas de acero llegan al taller en dimensiones estándar y deben ser cortadas según las geometrías definidas en los planos de taller. Dada la naturaleza variable de las secciones, especialmente la altura del alma, los cortes a menudo no son rectos. Estos cortes pueden ser realizados con Plasma, Oxicorte, Laser entre otros para así lograr la precisión adecuada y asegurar un buen ajuste durante el ensamble y minimizar distorsiones durante la soldadura.
- Preparación de Bordes: Las placas cortadas, especialmente aquellas que formarán uniones soldadas de penetración completa o parcial (como las uniones ala-alma), requieren una preparación de bordes (biselado). Esto se realiza mediante mecanizado, oxicorte con boquillas especiales o equipos de biselado portátiles. La forma del bisel (V, doble V, J, U) depende del tipo de unión, el espesor de las placas y el proceso de soldadura.
- Ensamble y Armado: Las placas cortadas y preparadas se ensamblan para formar la viga. Esta etapa es crítica y requiere posicionar correctamente las placas de alas y alma, manteniendo la geometría variable requerida y las alineaciones.
- Soldadura: Es la etapa más crítica para la integridad estructural de la viga armada. Los procesos de soldadura deben ser seleccionados cuidadosamente y ejecutados por soldadores calificados bajo procedimientos de soldadura (WPS) previamente calificados. Los procesos mas comunes serían la soldadura por arco sumergido “SAW”; la Soldadura por Arco con Núcleo Fundente (FCAW) y; la soldadura por Arco Metálico con Gas (GMAW o MIG/MAG).
- Control de Deformaciones y Enderezado: El calor aportado durante la soldadura introduce tensiones residuales que pueden causar deformaciones (distorsiones angulares, pandeo, curvatura). Es esencial controlar estas deformaciones mediante: Una secuencia de soldadura adecuada; el uso de sujeciones y utillajes rígidos; un balanceo del calor aportado.
- Colocación de Rigidizadores (Atiesadores) y Otros Detalles: Los rigidizadores transversales y longitudinales, así como placas de conexión, placas de apoyo u otros elementos, se sueldan a la viga principal una vez que las uniones principales ala-alma están completas o en una secuencia integrada. La soldadura de estos elementos también debe realizarse cuidadosamente para no introducir deformaciones excesivas.
- Control de Calidad y Ensayos No Destructivos: Un programa riguroso de control de calidad es indispensable durante todo el proceso de fabricación apoyándose no sólo en la Inspección Visual y los Líquidos Penetrantes para detectar defectos superficiales como fisuras, porosidad, socavación, falta de fusión o tamaño incorrecto) si no también en ensayos precisos como Partículas Magnéticas, Ultrasonido y Radiografías siguiendo las indicaciones de normas como el AWS D1.1 y D1.8 según aplique.
- Limpieza y Preparación de Superficie: Una vez completada la fabricación y aprobada la inspección, la viga se somete a una limpieza para eliminar escoria de soldadura, salpicaduras, óxido, aceite y otros contaminantes. El método más común y efectivo es la limpieza por chorro abrasivo (sandblasting o granallado), que además genera una rugosidad adecuada para el recubrimiento y acabado superficial. El grado de limpieza (ej. SSPC-SP6, SP10) se especifica según el sistema de protección contra la corrosión a aplicar.
- Aplicación de Recubrimientos: Para proteger la viga de acero contra la corrosión, se aplica un sistema de recubrimiento. Este puede consistir en un fondo primario más una acabado epóxico poliamida o alternativamente, se podría evaluar el galvanizado en caliente si la geometría y longitud lo permiten comercialmente a través de un proveedor de servicios en el área.

Fig. 6 – Proceso de fabricación de secciones de alma variable en Taller
Aprende a utilizar correctamente estas herramientas y potencia tu experiencia en nuestra Especialización en Proyectos de Estructuras Industriales con Tecnología BIM:




